Le Sandwich du pont
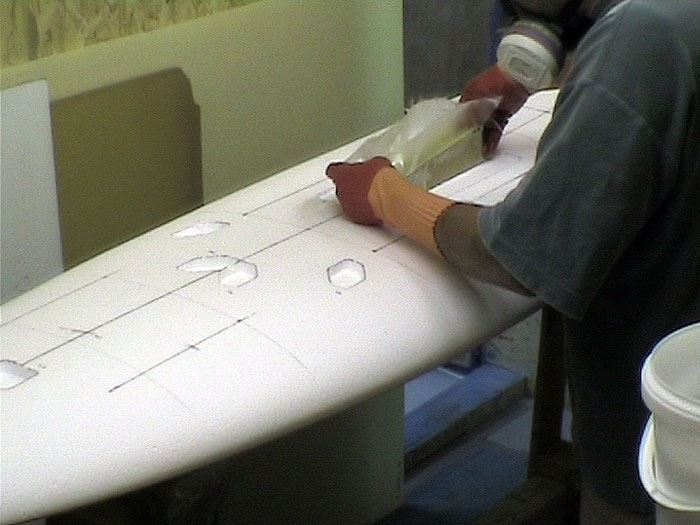
Le pain de mousse a été parfaitement dépoussiéré pour garantir une bonne adhérence du stratifié.
Il est possible de consulter des exemples d’échantillonnages des différents stratifiés et les quantités de résine nécessaires sur la page « stratification les fondamentaux ».
Peau « interne » du pont
- Il est parfaitement possible de stratifier cette première « peau » directement sur le pain du mousse, comme pour la carène, « en contact ». Les stratifiés que l’on souhaite poser sont placés à la suite les uns des autres, et rabattu de 3cm sur la carène. On aura donc placé un scotch papier de protection au ras du Tucked sur la carène.
- Dans un souci de saturation optimale des stratifiés (gain de poids), on peut aussi stratifier tous les tissus sur une table à part (la résine ne pénètre alors pas dans un support poreux placé au dessous), et les déplacer uns à uns sur la planche en les roulant puis déroulant autour d’un tube (ceux autour desquels les tissus sont livrés enroulés)
- Il est également possible d’attendre la polymérisation de ce stratifié avant la pose du sandwich de pont : dans ce cas, on stratifie un tissu de délaminage qui une fois arraché, garantira une bonne accroche du PVC sur le stratifié sans qu’il soit nécessaire de la poncer.
- Dans le cas précédent, une mise sous vide à –0,2 bars est conseillée, avec contre scoop, film perforé et feutre de drainage (stratifiés compactés, et absorption d’un peu de résine dans le drain, donc gain de poids).









Préformage du PVC
- La découpe de la plaque de PVC de 3 mm du pont doit prévoir, comme celle du PVC de carène, des assemblages, et son dépassement sur la carène d’environ 3 cm. (Il suffit de mesurer tous les 10 cm, avec un mètre souple, la largeur de votre planche « rail à rail » par le pont, et d’y ajouter 6 cm, pour tracer votre découpe sur la plaque).
- La plaque maintenue sur la planche par des poids est alors thermoformée progressivement à l’aide d’un décapeur thermique, en la rabattant sur les rails, puis sur la carène
- Attention, la chaleur dégagée par le décapeur peut faire fondre le polystyrène en cas de trop grande proximité, ou d’une action prolongée sur une même zone.









Pose du PVC
- On enduit dans la foulée (ou pas si l’on a choisi de laisser polymériser la première peau) au squeegee le stratifié précédent d’une résine chargée assez « souple » (la silice lui confère une consistance de gel qui ne traverse pas le tissu). Un raclage à la raclette crantée uniformise la répartition. Cette solution demande moins de résine de collage que celle qui consiste à enduire la plaque de PVC (très poreuse).
- On place dessus la plaque de PVC (3mm) découpée, préformée et soigneusement dépoussiérée (maintien par du scotch papier au maitre bau et aux extrémités).


Mise sous vide
- On place un film séparateur, puis un feutre de drainage, et l’on met le tout sous vide avec un contre scoop pour garantir le maintien de la ligne de rocker (–0,4 bars sont nécessaires cette fois-ci, compte tenu de la forme de « coque » d’un pont !).
- Une fois le vide partiel fait, on place la planche sur le pont, carène vers le haut, puis l’on tire progressivement la poche vers l’intérieur (d’où l’intérêt d’un robinet de fuite sur le circuit de pompage). Une fois le sandwich en place, en augmente le vide à –0,4 bars.
- On assure le vide jusqu’à polymérisation de la résine (entre 3 et 4 heures selon les résines et la température)




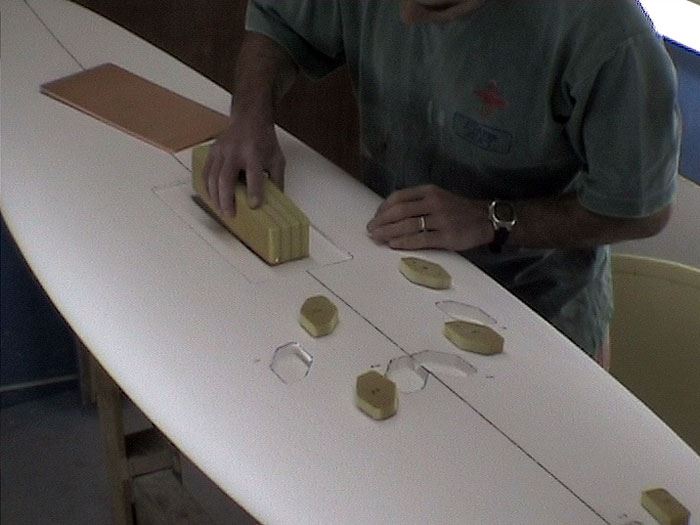
Après « démoulage », il faut faire sauter le freelap de pont (retour de tissu/PVC sur la carène) au lapidaire, et restituer par un shape « léger » (le PVC ne faisant que 3mm) les formes d’origine de la planche (forme du rail en particulier) avant la pose des accessoires : on réalise un ponçage à la cale rigide grain 40, afin de ne pas générer de "bosses", puis à la câle souple grain 80.










En cas de mauvais collage sur certaines zones, en particulier aux extrémités, où le sandwich a pu mal se plaquer, on injectera de la résine chargée au microballon (très facile à poncer) à l’aide d’une seringue, puis l’on reshapera les zones en question à la cale à poncer après polymérisation.
Un double sandwich peut être réalisé: PVC/(bois partiel) ou (PVC partiel)/PVC. Ceci améliore de manière efficace la résistance du flotteur, en particulier aux enfoncements, et globalement en structure. Un stratifié fin sépare alors les deux âmes de sandwich (voir Wave78 et Wave 90 Single 2008).